Процес лиття штампу - це метод лиття, в якому розплавлена сплава рідина заповнюється в порожнину сталевої форми з високою швидкістю під високим тиском і затвердіють під тиском, утворюючи лиття. Основні його особливості - високий тиск і висока швидкість. Загальний тиск впорскування - {{0}} MPA, швидкість заповнення - приблизно 0. 5-50 м\/с, а час заповнення - 0. 01-0. 2 с.
Процесний потік процесу лиття штампу в основному включає такі кроки:
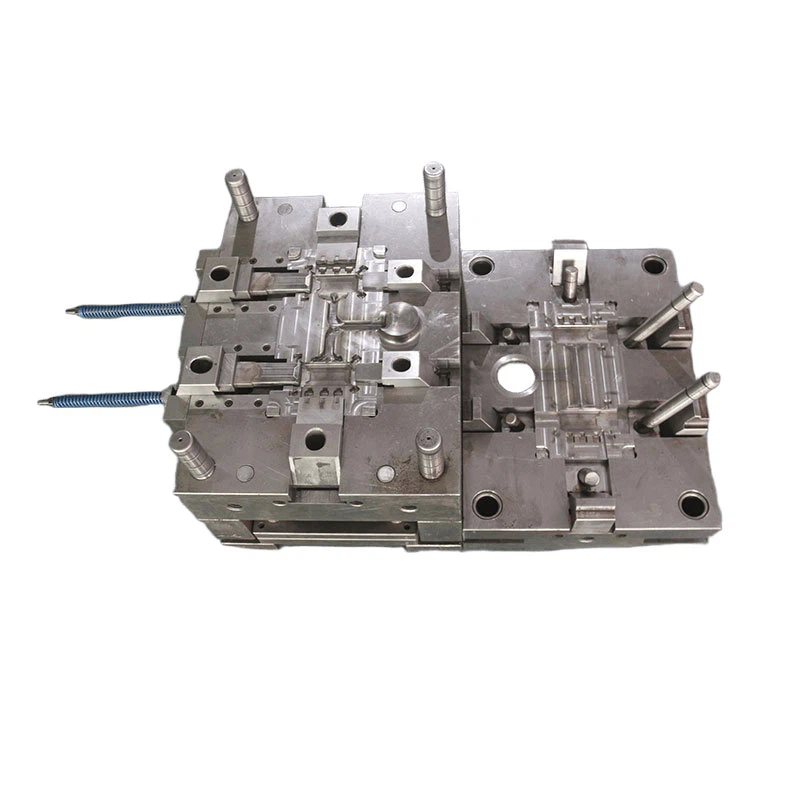
Підготовка цвілі: Зробіть форму відповідно до вимог малюнка, як правило, використовуючи матеріал з більш високою міцністю.
Smelting: Розтопіть матеріал сплаву і відрегулюйте його до відповідної температури та складу.
Ін'єкція: Використовуйте гідравлічну систему для введення розплавленого металу в порожнину форми з великою швидкістю, а розплавлений метал заповнює порожнину під тиском і кристалізується та твердне.
Помилкове відкриття та видалення: Після того, як лиття охолоне і твердне, відкрийте цвіль і вийміть лиття.
Поле застосування процесу лиття штампу дуже широке, особливо підходить для виробництва партії великої кількості малих та середніх кастинг. Кастинг штампу широко використовується у виробничій промисловості завдяки її гладкій поверхні та високій розмірності. Крім того, існує багато вдосконалених форм процесу лиття штампу, таких як непористий лиття штампу та прямий кастинг впорскування, що ще більше підвищує ефективність виробництва та швидкість урожайності.